
Gli ultrasuoni vengono usati per i controlli non distruttivi (NDT, nondestructive testing) industriali da circa un secolo. Nella fase iniziale per i controlli a ultrasuoni (UT, ultrasonic testing) venivano utilizzati i trasduttori a singolo elemento, una tecnologia relativamente semplice attualmente ancora in uso e ancora efficace per numerose applicazioni.
La tecnologia è quindi evoluta con il passare del tempo. Migliorando le prestazioni e l'efficienza di ispezione, i progressi sono consistiti nella costruzione di sonde multielemento, oltre alla realizzazione di componenti elettroniche e software più potenti. Questo ha portato alla definizione di controlli a ultrasuoni phased array (PAUT, phased array ultrasonic testing), i quali rappresentano una tecnica applicativa attualmente ampiamente accettata, sebbene richieda una formazione maggiore rispetto agli UT convenzionali.
Il metodo a focalizzazione totale (TFM, total focusing method) rappresenta un altro passo in avanti in termini di perfezionamento. Adotta la tecnologia delle sonde multielemento, tuttavia i dati necessari per il TFM è acquisito mediante il metodo a Acquisizione della matrice completa (FMC, full matrix capture). L'FMC rappresenta una strategia più completa di trasmissione e ricezione dei fasci che si traduce in un notevole volume di dati prodotto.
Guarda questo beve video per ottenere maggior informazioni sui principi di base dell'FMC e del TFM
L'imaging TFM implica l'elaborazione di numerosi dati FMC, pertanto viene ritenuta una tecnica più lenta che risulta utile solamente per verifiche secondarie più specifiche. Avendo utilizzato e sperimentato il TFM per un certo tempo, vorrei evidenziare alcuni comportamenti erronei e corretti in modo da sfatare certi miti su questo relativamente nuovo metodo NDT.
1. Non ritenere che una modalità sia adatta per tutte le applicazioni
Se si approccia la tecnica TFM partendo, come nel mio caso, da un utilizzo dei PAUT, si sarà probabilmente molto a proprio agio con la tecnica impulso-eco (P/E). I percorsi dei fasci sono abbastanza facili da comprendere con la tecnica impulso-eco. In un'ispezione impulso-eco con un semipasso, il fascio ultrasonoro viene trasmesso dalla sonda, raggiunge il difetto, viene riflesso dal difetto e ritorna verso la sonda. In un'ispezione con due semipassi, si verifica un riflesso ulteriore sulla parete inferiore.
Con il TFM il concetto di percorsi dei fasci non è così immediato. Per produrre un'immagine TFM, i percorsi dei fasci sono rigenerati sinteticamente dallo strumento di acquisizione mediante i dati dell'FMC. Combinando diversi tipi di onda (longitudinale o trasversale) e diversi semipassi dei percorsi delle onde, lo strumento fornisce un massimo di 10 opzioni per le modalità TFM, note anche serie d'onda (es: TTT, TLT e TTTT).
Per distinguere queste serie d'onda TFM, si noti che ogni lettera rappresenta un semipasso del tragitto e la modalità di propagazione per questo specifico semipasso: T per trasversale o L per longitudinale. Le serie d'onda TFM possono essere soggette a ulteriori riflessi che non si riscontrano con la tecnica impulso-eco phased array. Alcuni strumenti come il rilevatore di difetti OmniScan X3, possiedono anche un'opzione per una serie d'onda 5T (TT-TTT).
Con tutte queste opzioni come è possibile scegliere la serie d'onda ottimale per la tua ispezione? Di seguito vengono riportati alcuni importanti fattori da considerare:
- Tipo di difetto
- Posizione del difetto
- Curvatura o forma della componente
Queste caratteristiche, sia del difetto target che della componente ispezionata, influenzano la capacità di rilevamento di ogni serie d'onda.
Per dimostrarlo abbiamo riportato alcuni esempi di diverse immagini TFM di una cricca interna di una saldatura.
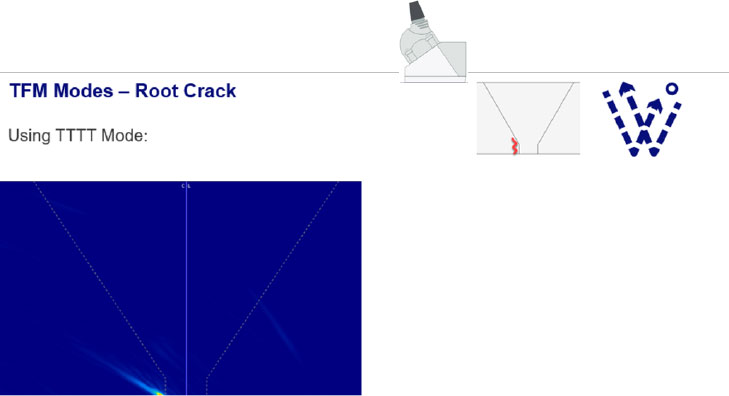
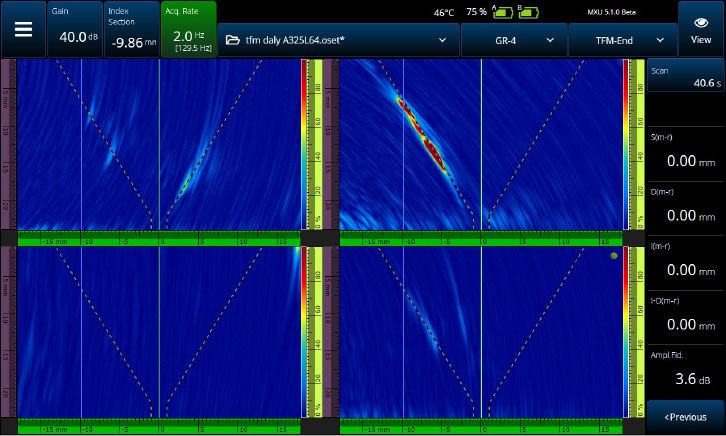
Il primo esempio mostra la risposta del segnale nella schermata dell'OmniScan X3 quando si usa una serie d'onda TTTT in modalità impulso-eco, simile a un'ispezione PAUT con due semipassi.
Sebbene venga rilevato un segnale, non è ottimale e potrebbe verificarsi che questa indicazione possa essere omessa. Se adesso passiamo alla serie d'onda TTT in modalità auto-tandem nella stessa cricca interna, improvvisamente l'indicazione appare nella schermata.
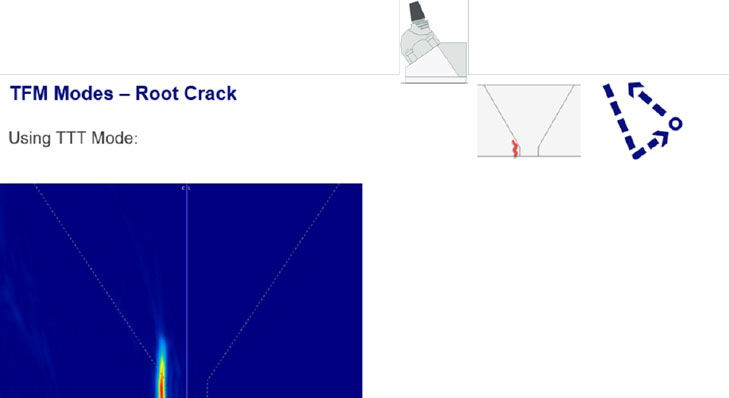
In questo caso, l'onda sonora che si riflette sulla superficie inferiore prima di colpire il riflettore della cricca interna, ha una perpendicolarità molto maggiore rispetto al difetto, in modo che la serie d'onda TTT possa rappresentarlo efficientemente con immagini. (come nel caso degli UT convenzionali si desidera avere una riflessione il più vicino possibile ai 90°).
Per la cricca interna queste due diverse modalità TFM forniscono dei risultati di rilevamento nettamente differenti. Questo è vero per diversi riflettori a diverse profondità e con diversi orientamenti. Una modalità è spesso non sufficiente per coprire tutte le situazioni.
Suggerimento supplementare: Assicurarsi che i parametri della velocità e dello spessore siano precisi
Nuovamente, se si proviene da un utilizzo dei PAUT si potrebbe essere abituati a stimare la velocità di propagazione dell'onda sonora del materiale. Si potrebbe essere tentati di inserire la velocità standard di 5890 m/sec o 0,2320 in./µsec senza pensare ulteriormente a questo aspetto. Tuttavia, con il TFM non è possibile essere approssimativi, specialmente quando si adottano le modalità auto-tandem con tutti i riflessi supplementari.
A titolo esemplificativo, concentrarsi sulla differenza che una variazione del 2,5 % provoca quando si prova a rilevare una cricca interna mediante la serie d'onda TTT.
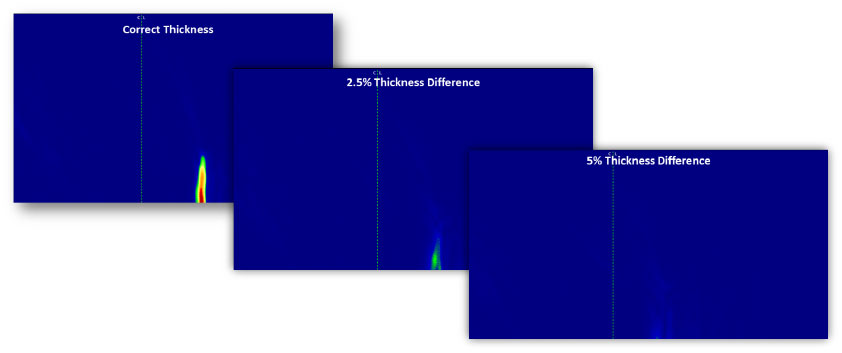
Una differenza del 5% nel valore della velocità per il mezzo-salto (TTT) si traduce in una perdita del segnale completa sull'intaglio verticale. Questa esigenza di precisione si applica inoltre allo spessore e alla forma della componente da ispezionare. Se i valori inseriti di spessore e forma sono imprecisi, il segnale non si riflette più nel punto atteso, provocando delle imprecisioni di calcolo.
2. Assicurarsi di avere la sonda ottimale per focalizzare su una specifica zona TFM
Anche l'imaging con metodo a focalizzazione totale (TFM) si ritiene possa assicurare una focalizzazione uniforme nell'intera zona TFM. Questo non è completamente vero. Il TFM è soggetto alle stesse leggi della fisica degli ultrasuoni phased array (PA) e degli ultrasuoni convenzionali (UT). Per esempio, le prestazioni di imaging TFM del proprio strumento dipendono sulle funzionalità della sonda phased array.
Come nel caso degli ultrasuoni PA e UT, le caratteristiche fisiche della sonda, come la dimensione degli elementi e la frequenza, influiscono sulle sue caratteristiche dei fasci (es: lunghezza del campo vicino, diametro del fascio, angolo di diffusione del fascio, ecc.), le quali hanno anche un impatto sulla focalizzazione nella zona TFM. Consultare le immagini TFM della serie di SDH (side-drilled hole) illustrati di seguito, acquisiti mediante tre diversi tipi di sonde:
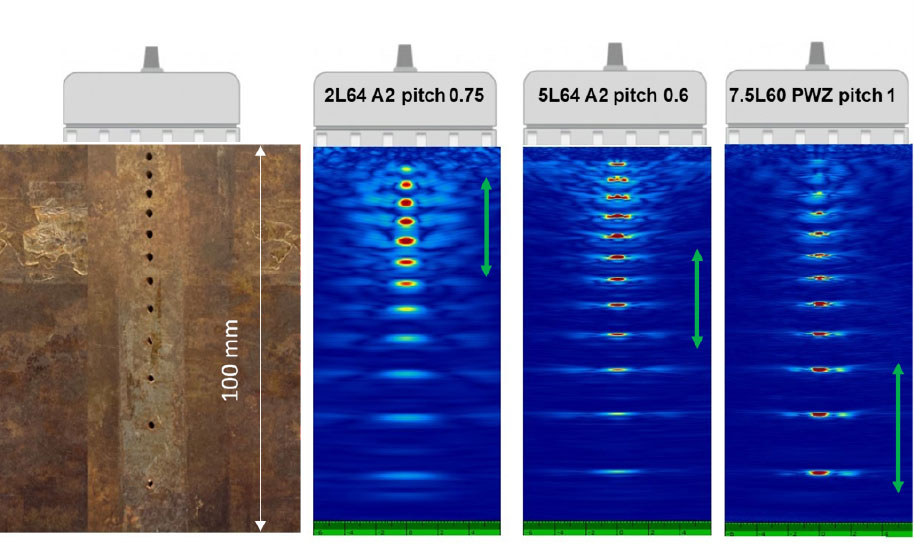
Maggior informazioni sull'influenza che la scelta della sonda ha sul TFM sono disponibili nel post del blog "Perché le sonde Phased Array sono ottimali per le ispezioni con Metodo a Focalizzazione Totale?”
3. Non trascurare l'importanza della corrispondenza dell'ampiezza
Cos'è la corrispondenza dell'ampiezza e perché questo termine è molto diffuso per il TFM?
La Corrispondenza dell'ampiezza (AF, amplitude fidelity) è la misura (in dB) della variazione dell'ampiezza massima di un'indicazione causata dalla risoluzione della griglia del TFM. In termini semplici, questo valore determina la possibile approssimazione della griglia prima che la qualità della propria immagine diventi troppo pixellata per evidenziare chiaramente i difetti. Regolando la corrispondenza dell'ampiezza si cerca di assicurarsi che la dimensione del pixel corrisponda alla dimensione della lunghezza d'onda. Risulta importante il rapporto dimensionale d un pixel in funzione della lunghezza d'onda del fascio ultrasonoro. Come nel caso in cui si potrebbe perdere il segnale massimo perché la frequenza di digitalizzazione è troppo bassa in PAUT , anche in TFM, un'ampiezza massima dell'indicazione potrebbe non essere visibile per la presenza di pixel troppo grandi.
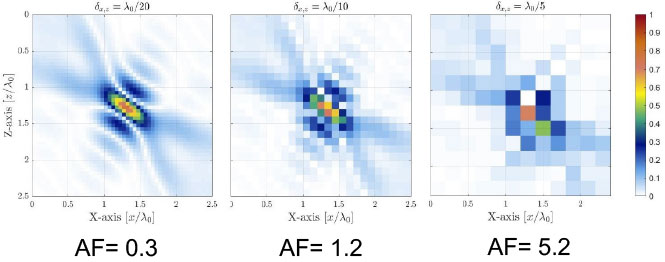
Esistono dei fattori multipli che influenzano la corrispondenza dell'ampiezza: frequenza della sonda, larghezza di banda della sonda, velocità di propagazione dell'onda sonora nel materiale, risoluzione della griglia, involucro applicato, ecc. Le norme di ispezione relative al TFM (es: ASME) in genere consigliano una corrispondenza dell'ampiezza non superiore a 2 decibel (dB).
Come è possibile comprendere se la corrispondenza dell'ampiezza supera il livello ottimale? È sufficiente leggere il valore di corrispondenza dell'ampiezza che calcola il rilevatore di difetti OmniScan X3. Inoltre la funzione dell'involucro TFM dell'OmniScan X3 permette una maggiore velocità di acquisizione, rispetto allo standard rendering TFM con oscillazione, mantenendo la corrispondenza dell'ampiezza. Pertanto la prossima volta che ti sembra complicato determinare l'ottimale corrispondenza dell'ampiezza, assicurati di provare l'involucro!
Maggior informazioni sul nostro innovativo involucro TFM sono contenute nell'articolo tecnico: "Uso del Metodo di focalizzazione totale con la funzione dell'Involucro".
4. Sfrutta il potenziale del simulatore dei percorsi delle onde e degli strumenti di modellazione
Utilizza tutti gli strumenti software a disposizione per prevedere i risultati della tua ispezione TFM.
Prima di iniziare la tua ispezione TFM, verifica la copertura e la sensibilità raggiungibile per una determinata combinazione di sonda, zoccolo e serie d'onda mediante un simulatore come lo strumento di modellazione Mappatura dell'influenza acustica (AIM, acoustic influence map). Lo strumento AIM inoltre prende in considerazione il tipo di difetto target e lo scarto dell'angolo della sonda. Usalo per verificare tutte le serie d'onda, testandole singolarmente su diversi riflettori fino a quando trovi quella ottimale.

I colori della mappatura dell'ampiezza AIM forniscono una chiara indicazione della copertura che la serie di onde TFM assicura nell'area di interesse (ROI, region of interest).
Le aree rosse mostrano che la risposta ultrasonora è molto positiva e varia tra 0 dB e −3 dB in rapporto all'ampiezza massima. Le aree arancioni variano tra 3 dB e −6 dB dall'ampiezza massima. Le aree gialle variano tra −6dB e −9 dB, e così via.
Maggior informazioni sull'AIM è possibile guardare questo webinar: Mappatura dell'influenza acustica (AIM): Lo strumento di modellazione per la tua ispezione TFM.
5. Utilizzo di modalità multiple per ottimizzare la tua copertura
L'ultimo aspetto, non per ordine di importanza, concerne la possibilità di usare contemporaneamente modalità multiple con alcuni strumenti. Per esempio, è possibile acquisire e visualizzare i risultati di un massimo di quattro modalità TFM contemporaneamente nella schermata dell'OmniScan X3. Utilizza questa funzionalità a tuo vantaggio per assicurarti di non perdere dei difetti potenziali!
Per maggior informazioni consulta la sezione Domande frequenti sul TFM.
Contenuti correlati
Articolo tecnico: Uso del Metodo di focalizzazione totale con la funzione dell'Involucro
Sempre in contatto
